


在线询盘
带 * 为必填项 关闭
闂傚倸鍊搁崐鎼佸磹閹间礁纾归柟闂寸绾剧懓顪冪€n亜顒㈡い鎰Г閹便劌顫滈崱妤€骞婄紓鍌氬€瑰銊╁箟缁嬫鍚嬮柛顐線缂冩洖鈹戦悩鍨毄闁稿绋戣灋婵炲棙鎸哥粻浼存煕濠靛嫬鍔ら柣顓炴椤法鎹勬笟顖氬壉闂佸憡鐟ョ换鎴炵┍婵犲洦鍊峰Λ鐗堢箓濞堫厽绻涚€涙ḿ鐭嬮柛搴㈠▕閳ユ棃宕橀鍢壯囨煕閹扳晛濡垮ù鐘荤畺閹宕楁径濠佸闂備礁缍婂Λ鍧楁⒔瀹ュ鐒垫い鎴f硶椤︼箓鎽堕弽顓熺厱婵炴垵宕獮妯汇亜閿旇姤绶叉い顏勫暣婵″爼宕卞Δ鈧ḿ鎴︽⒑缁嬫鍎愰柟鐟版喘瀵鈽夐姀鐘殿啌闂佸憡鍔戦崝宀勫煕鐎n喗鈷戦柛婵嗗閻掕法绱撳鍕獢妤犵偛鍟撮崺锟犲川椤撶姷鍘┑鐘灱濞夋稒寰勯崶顒€鏋佺€广儱顦伴埛鎴︽偣閸ヮ亜鐨虹紒鐘冲缁辨帞绱掑Ο铏逛紝闂佽鍠氶弻澶愃囬幘顔界厱闁圭儤鎸稿ù顔锯偓娈垮櫘閸o絽鐣烽悡搴樻斀閻庯綆鍋呭▓鏂库攽閻樿尙妫勯柡澶婄氨閸嬫捇骞樼紒妯烘畱闂佸壊鍋呭ú鏍磼閵婏负浜滈煫鍥ㄦ尵婢ф盯鏌嶉柨瀣仼缂佽鲸甯¢、娑樷槈濞嗘埈妲版俊鐐€ら崑鍕晝椤忓牆钃熸繛鎴烆焸閻旂厧绀傞柛蹇氬亹瑜把囨⒒娓氣偓閳ь剛鍋涢懟顖涙櫠椤栫偞鐓熼柡鍐╁灥婢у瓨顨ラ悙鑼闁轰焦鎹囬弫鎾绘晸閿燂拷闂傚倸鍊搁崐鎼佸磹閹间礁纾归柟闂寸绾剧懓顪冪€n亜顒㈡い鎰Г閹便劌顫滈崱妤€骞婄紓鍌氬€瑰銊╁箟缁嬫鍚嬮柛顐線缂冩洖鈹戦悩鍨毄闁稿绋戣灋婵炲棙鎸哥粻浼存煕濠靛嫬鍔ら柣顓炴椤潡鎳滈棃娑橆潔闂佺粯鎸婚惄顖炲蓟濞戙垹唯闁挎繂鎳庢慨搴ㄦ⒑鐠囪尙绠氶柡鍛█瀵鈽夊顐e媰闁荤姴娲﹁ぐ鍐綖閸ヮ剚鈷戦柛婵嗗濠€鐗堢箾閼碱剙鏋庨柣锝囧厴閹剝鎯斿Ο缁樻澑闂備焦鎮堕崕婊呬沪閹锋ḿ鍠栧缁樻媴缁涘娈柣搴㈢▓閺呯娀骞婂┑鍥ュ亝闁告劧绲洪崑鎾绘晝閸屾稑鈧鏌﹀Ο渚Ш闁伙絾妞介幃妤呮偡閺夋浠炬繝銏㈡嚀椤戝顕i崨濠冨劅闁靛ě鍐ㄧ导闂備焦鎮堕崕顖炲礉瀹ュ绠氶柛鏇ㄥ€嬭ぐ鎺撳亹闁煎鍊楅弳顐⑩攽椤旂》鏀绘俊鐐舵閻g兘顢曢敃鈧粈瀣亜閹烘埈妲规い銉秮濮婄粯鎷呴搹鐟扮濡炪們鍔屽Λ婵嬬嵁閹达箑鐐婄憸婊堝吹閺囥垺鍋i柛銉e妿閵堝瓨淇婇幓鎺斿ⅵ闁哄本娲濈粻娑㈠即閻愭劑鍎甸弻锝夊Χ閸屾矮澹曞┑鐘殿暜缁辨洟宕戦幋锕€纾归柡宥庡亝閺嗘粓鏌熼悜姗嗘當缂佹劖顨嗛幈銊ヮ潨閸℃骞婄紓鍌氬€瑰畝鎼佸蓟濞戙埄鏁冮柨婵嗘椤︺劑姊洪幎鑺ユ暠闁搞劌鐏濋~蹇撁洪宥嗘櫇闂侀潧鐗嗛幊宥囧垝閸洘鈷戦柛蹇撳悑閵囩喖鏌涢妸鈺€鎲剧€殿喗鐓¢幊婊堟倷閻熼绨奸梻浣告啞閸斿繘寮插┑瀣偍闁汇垹鎲¢埛鎴︽煕濞戞﹫宸ラ柣蹇曞枛閺屾稒绻濋崘顏勨拡闂侀€炲苯澧柣鏃戝墴楠炲繘鏁撻敓锟�



性能:刀口锋利、手感好
用途:包含金刚石工具、青铜钻头、玻璃钻头、青铜玻璃钻头,玻璃水切片,钻片,钻套、倒角器、磨头,磨片,等
英文名:Glass Tools
相关推荐:

钨钢石英陶瓷深孔加工用 平头电镀磨头 东莞订做加长内圆磨床磨杆 头部3毫米 柄6毫米




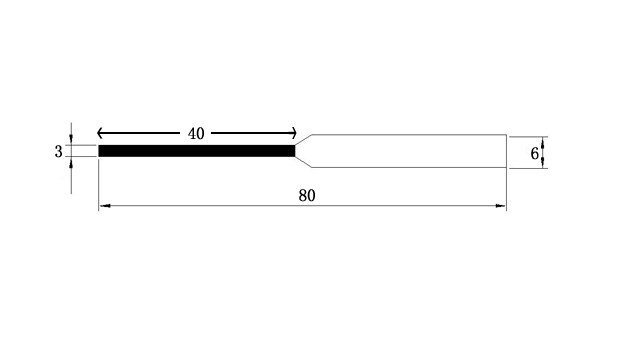
深孔加长磨削型内圆磨杆 - 3D*40T*80L*6B SDC180P

名称:电镀内圆磨杆磨料: 金刚石、立方氮化硼柄径: 直径6毫米头部直径: 可选3mm,5mm,10mm,15mm砂长: 40毫米总长: 80毫米用途: 金刚石磨杆可用于各种花岗岩、大理石、夹具内部磨削以及对硬质合金、玻璃、陶瓷、蓝宝石以及许多坚韧、超合金和不同的硬脆非金属材料中的小孔进行准确磨削。
CBN磨杆用于高速钢,高碳,高铬钢,工具和模具钢的小直径孔加工,修整,高速准确磨削和内部磨削。
起订量 : 10支 (以上参数均可按客户要求定制)交期:7个工作日
深孔加工主要的是同轴度问题,深孔磨削时砂轮磨头的刚性很重要,如果刚度达不到要求受力变形就会影响加工;其次就是表面粗糙度能不能保证。
深孔细长主轴的特点:刚性差,在磨削力的作用下,工件会产生弯曲变形和振动,产生腰鼓形、锥形、椭圆形误差和多角形振痕,径向跳动等误差。解决问题的关键是减小磨削力和提高工件的支承刚度。该零件又有深孔,孔内有沟槽,磨削难度较大,由于砂轮的接长轴细而长,刚性较差,在磨削力作用下,容易产生较大的弯曲变形和较大的振动,排屑、冷却也比较困难。解决深孔磨削的关键是增强砂轮接长轴的刚性,并有效地解决排屑和冷却。
因此磨削该主轴应从消除细长主轴本身的内应力、合理选择砂轮的性能、砂轮接长轴的刚性,砂轮的修整、磨削方法、磨削用量、工件的装夹,冷却液的喷注、工件的存放等诸多方面的因素考虑,从而来保证工件的加工精度,达到图纸要求。主题词:细长轴;磨削方法;工件装夹;磨削步骤;磨削对策等。
由东巨磨具店生产的玻璃深孔磨削加工用一体式电镀内圆磨杆,采用轴承钢基体,本体HRC可达60度以上,整体跳动控制在5u以内,垂直度较好加工时可保证加工精度,磨削有效长度(砂长)达到了40毫米,粒度范围100-800目,内壁光洁度可达0.1以内,足够应对日常加工需求。因此面对小直径的深孔加工,采取的正确加工方法,有效的装夹方法(或自制夹具),合理选择电镀磨头,便可达到加工要求。














我公司有经验订制金刚石及氮化硼磨具,提供树脂结合剂、电镀结合剂、青铜结合剂、陶瓷结合剂在内的各种平面磨削、外圆磨削、端面磨削金刚石/CBN砂轮以及内圆磨削砂轮磨棒,并生产专项使用磨削砂轮及非标定制砂轮。
 内圆磨削 钨钢柄坐标磨砂轮 德玛吉五轴加工中心
内圆磨削 钨钢柄坐标磨砂轮 德玛吉五轴加工中心2023-07-07
 玻璃倒角磨边电镀结合剂带柄金钢砂轮磨头10D
玻璃倒角磨边电镀结合剂带柄金钢砂轮磨头10D&
2023-07-12玻璃深孔加工用加长电镀异形磨头 3毫米扩孔头&
2023-12-22 东巨CBN磨棒 60度尖头 粉末冶金小孔精修用
东巨CBN磨棒 60度尖头 粉末冶金小孔精修用&
2023-06-28诋毁、恶意攻击、无事实依据、非正能量的消极评语会被管理员删除,您的评语可能对其他人有很高的参考价值。