


在线询盘
带 * 为必填项 关闭



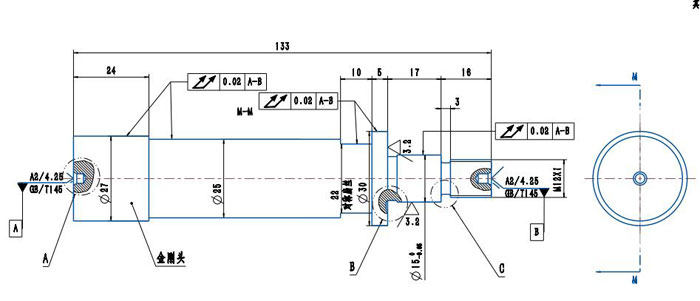
性能:通过高温高压把金刚石与金属粉融合制作而成
用途:主要用于玻璃加工。
英文名:Diamond wheel
相关推荐:





东巨常年专注研发各类超硬磨具产品,主要产品有Ф3.0~Ф80内圆磨砂轮,Ф200~Ф900凸轮轴、曲轴等外圆磨砂轮,Ф100~Ф1200端面珩磨盘,各种规格的杯型、碗型、蝶型等异型砂轮及磨螺纹、磨窄槽超硬砂轮。
为使客户充分了解,更有效的使用东巨的产品,就超硬磨具内圆磨砂轮做一专门介绍。 其磨料类型分金刚石(SDC)和氮化硼(CBN)两大类,结合剂为陶瓷结合剂;陶瓷结合剂内圆磨棒有耐高温、形状保持性好、加工的工件准确性和表面光洁度好、磨削效率高等一系列优良性能,被广泛用于各种机械加工中,用于对各种零部件的内孔的加工。如:空调压缩机行业、轴承行业、汽车行业等。 陶瓷金刚石内圆磨砂轮常用的生产工艺为:“配料――成型――烧结――粘胶――机械加工”等工序。
陶瓷金刚石磨头试用范围
陶瓷金刚石磨头是用于加工尺寸精度高、一致性好、直线度、圆度要求高的产品。普通内圆磨难以加工的高硬度、高韧性材料,对超硬磨具来讲非常容易,现在广泛应用于轴承行业、缝纫配件行业、模具行业、汽车零部件(油泵、油嘴)、叶片泵部件、制冷压缩机零件、工程陶瓷制品等行业。在各种内圆磨床、坐标磨床、内曲面磨床,都取得了良好的效果。
陶瓷结合剂金刚石磨头的优越性(与普通内圆磨相比)
1、修整频次低,砂轮形状保持性好,修整一次可连续磨500~2000个零件,是同等规格普通磨具寿命的300-500倍;
2、加工精度高,批量零件尺寸一致性好;
3、综合成本低,考虑到设备、人员和有效时间的成本,综合成本可降低1/3左右;
4、零件的磨削面质量好,无烧伤无变质。
陶瓷金刚石磨棒的粘接
采用环氧树脂胶(A、B)粘接。先将轴杆与砂轮胶接面用化学试剂洗净、晾干,再均匀的涂上一层胶,手动旋转两圈,固化即可。
陶瓷金刚石內圆磨砂轮的修整、修锐(作用:修形、增锐、清屑)
1、 修整工具:可采取金刚笔(多点式、粉末冶金式)或滚轮两种工具,尽量采用金刚石滚轮;
2、 修整时:砂轮转速的降低会大大降低金刚石笔和滚轮的消耗;修形时尽量降低砂轮转速,形状修好后,提到使用转速,微进给1μm再精修一次,即可用于磨削工件;
3、修整量:单次修整进刀不超过0.003mm,每个修整周期修整量不超过0.02mm;
4、修整行刀速度:同样粒度的砂轮追求磨削效率缩短磨加工时间,可适当提高修整工具在使用面上的行走速度。若粗糙度不理想,可降低修整行刀速度,粗糙度就会有一定的改善;
陶瓷结合剂金刚石、CBN砂轮(磨棒)的使用方法
1、砂轮使用速度:砂轮使用速度的提高相当于砂轮硬度和浓度增加,会使砂轮寿命成倍翻番,且粗糙度也会得到改善,但冷却条件不好时,较易发生烧伤,反之亦然;
2、砂轮的粒度:在满足零件磨加工粗糙度要求时,尽量选用较粗的粒度号,这样会使砂轮的使用寿命和效率得到提高,降低砂轮使用成本;
为使广大用户更好得到适用的内圆磨砂轮,请认真填写我公司传发的《磨具使用状况调查表》,以便我公司能有针对性的设计、制作,东巨为您提供满意的服务!












我公司有经验订制金刚石及氮化硼磨具,提供树脂结合剂、电镀结合剂、青铜结合剂、陶瓷结合剂在内的各种平面磨削、外圆磨削、端面磨削金刚石/CBN砂轮以及内圆磨削砂轮磨棒,并生产专项使用磨削砂轮及非标定制砂轮。
 钨钢柄电镀磨棒 立方氮化硼300目 粉末冶金钢内孔精磨
钨钢柄电镀磨棒 立方氮化硼300目 粉末冶金钢内孔精磨2023-06-25
 定做端面磨棒 金刚石内圆砂轮厂家 磨具浇口磨头
定做端面磨棒 金刚石内圆砂轮厂家 磨具浇口磨头2023-06-26
 东巨订做高精度CBN内孔研磨棒 东莞立方氮化硼磨头厂家
东巨订做高精度CBN内孔研磨棒 东莞立方氮化硼磨头厂家东巨订做各种孔径CBN内孔研磨棒 东莞高精度立方氮化硼磨
2023-06-26 电镀CBN磨棒坐标磨头同心度小于5μ 不掉砂可重复翻新
电镀CBN磨棒坐标磨头同心度小于5μ 不掉砂可重复翻新2023-06-26
诋毁、恶意攻击、无事实依据、非正能量的消极评语会被管理员删除,您的评语可能对其他人有很高的参考价值。