

在线询盘
带 * 为必填项 关闭
闂傚倸鍊搁崐鎼佸磹妞嬪孩顐芥慨姗嗗厳缂傛氨鎲稿鍫罕婵犵數鍋涘Λ娆撳箰閸濄儳鐭嗗璺侯儐閸欏繑淇婇悙棰濆殭濞存粍鍎抽—鍐Χ閸愩劎浠鹃悗鍏夊亾闁归棿闄嶉埀顑跨铻栭柛娑卞幘椤︽澘顪冮妶鍡楀潑闁稿鎹囬弻娑㈠箼閸愩劌鈷嬮梺鍝勭焿缂嶄線骞冮埡鍛煑濠㈣泛澶囬弫宥夋⒑鐠囪尙绠扮紒缁樺灴閹柉顦撮柛鎺撳浮瀵噣宕煎┑瀣殔婵犲痉鏉库偓鎾绘嚄閸洖鍌ㄦい蹇撶墛閳锋垹绱掗娑欑妞ゎ偄锕弻娑樜熼崗鍏肩彧闂侀€炲苯澧柣鏃戝墴楠炲繘鏁撻敓锟�闂傚倸鍊搁崐鎼佸磹妞嬪孩顐芥慨姗嗗厳缂傛氨鎲稿鍫罕婵犵數鍋涘Λ娆撳箰閸濄儳鐭嗗鑸靛姈閻撴盯鏌涢妷锝呭姎闁诲繆鏅犻弻娑氫沪鐠囨彃顫囬梺鍝勬湰濞茬喎鐣烽悡搴樻斀闁搞儜灞拘熼梻浣筋嚙鐎涒晠鎳濇ィ鍐b偓锕傛倻閽樺鐣洪悗鐟板婢瑰寮告惔銊у彄闁搞儯鍔嶉幆鍕归悩鑽ょ暫婵﹥妞藉畷顐﹀礋椤掑顥i梻浣虹帛椤ㄥ棝骞戦崶褜鍤曢悹鍥ㄧゴ濡插牓鏌曡箛鏇炐ラ柣銈傚亾濠碉紕鍋戦崐鏍暜閹烘绐楁慨姗嗗厳缂傛岸鏌涢锝嗙闁抽攱鍨垮娲敃閵堝懍绮堕梺鍏兼た閸ㄩ亶寮查懜鐐瑰亝闁告劏鏅濋崢鐢告⒑閸涘﹤鐏熼柛濠冪墱閳ь剚鐔幏锟�



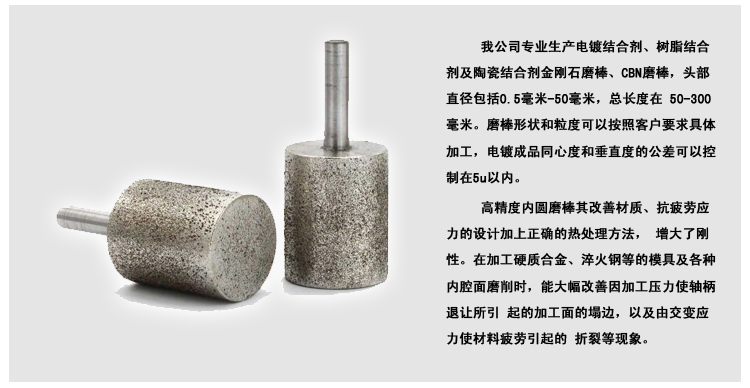
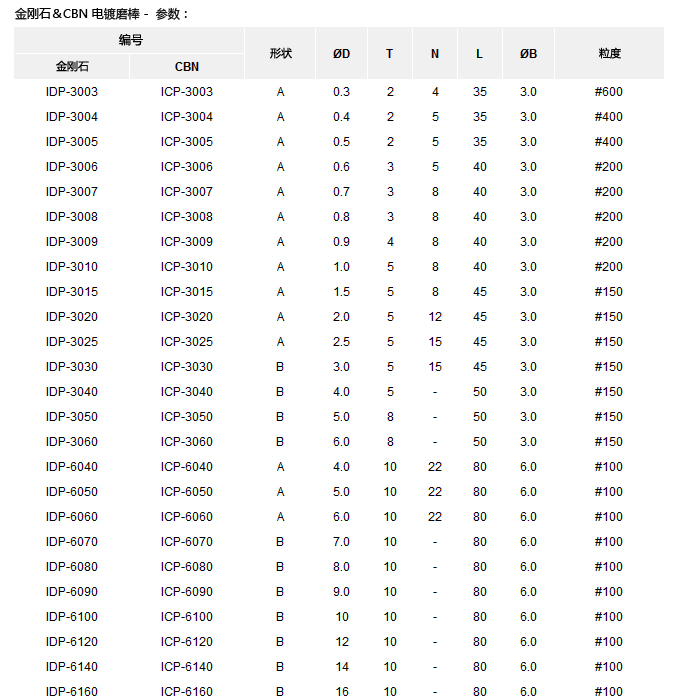
性能:通过高温高压把金刚石与金属粉融合制作而成
用途:主要用于玻璃加工。
英文名:Diamond wheel
相关推荐:




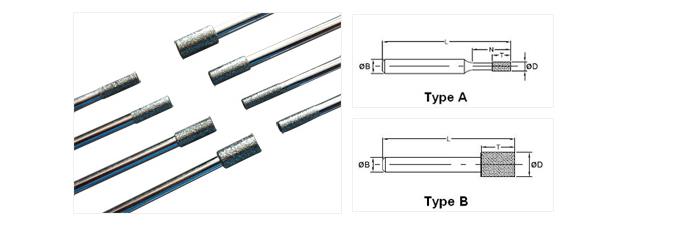









附录:如何选择合适的金刚石/CBN磨头尺寸?
1,内圆磨棒直径不宜太大或太小
磨内孔时,若砂轮直径太大,则砂轮与工件的接触弧随之增加,使磨削热增加,冷却和排削困难。若砂轮直径太小,难以达到 理想的磨削速度(30m/s~50m/s),使磨削厚度增加,磨粒所受的符合增加,容易磨钝,使内孔表面粗糙度增加,生产效率降 低。 为了获得良好的磨削效果,砂轮直径与内孔直径应保持适当的比值,此比值通常在0.5~0.9之间。当孔径较小时,只要问题是砂轮圆周速度低,此时应取大比值;当孔距较小时,主要问题是冷却和排屑困难,此时应去较小的比值。内圆砂轮直径选择可参考下表。
| 被磨孔的直径/mm | 砂轮直径/mm | 被磨孔的直径/mm | 砂轮直径/mm |
| 12~17 | 10 | 45~55 | 40 |
| 17~22 | 15 | 55~70 | 50 |
| 22~27 | 20 | 70~80 | 65 |
| 27~32 | 25 | 80~100 | 75 |
| 32~45 | 30 |
2,内圆磨棒工作宽度不宜太宽或太窄
内圆磨削时,如果砂轮宽度太窄,砂轮容易磨损,不利于提高生产效率和降低表面粗糙度;如果砂轮太宽,则磨削力增加,易引起砂轮接长轴弯曲变形。因此磨内孔时,应选择合适的砂轮宽度。在接长轴刚性和机床功率允许的范围内,砂轮宽度可以按工件还长度选择,见下表。
| 磨削长度/mm | 砂轮宽度/mm | 磨削长度/mm | 砂轮宽度/mm |
| 14 | 10 | 45 | 32 |
| 30 | 25 | 50以上 | 40 |
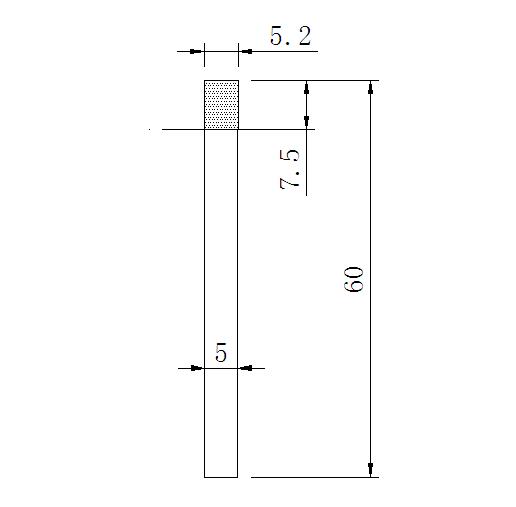
电镀金刚石磨棒 SKD11料做柄硬化处理 5.2D*7.5T*60L*5B SDC180P
 钨钢柄电镀磨棒 立方氮化硼300目 粉末冶金钢内孔精磨
钨钢柄电镀磨棒 立方氮化硼300目 粉末冶金钢内孔精磨2023-06-25
 定做端面磨棒 金刚石内圆砂轮厂家 磨具浇口磨头
定做端面磨棒 金刚石内圆砂轮厂家 磨具浇口磨头2023-06-26
 东巨订做高精度CBN内孔研磨棒 东莞立方氮化硼磨头厂家
东巨订做高精度CBN内孔研磨棒 东莞立方氮化硼磨头厂家东巨订做各种孔径CBN内孔研磨棒 东莞高精度立方氮化硼磨
2023-06-26 电镀CBN磨棒坐标磨头同心度小于5μ 不掉砂可重复翻新
电镀CBN磨棒坐标磨头同心度小于5μ 不掉砂可重复翻新2023-06-26
诋毁、恶意攻击、无事实依据、非正能量的消极评语会被管理员删除,您的评语可能对其他人有很高的参考价值。
